Пластмасовите материали и шприцването са основата за миниатюрни лещи. Структурата на пластмасовата леща включва материал на лещата, цилиндър на лещата, байонет на лещата, дистанционер, засенчващ лист, материал на притискащия пръстен и др.
Съществуват няколко вида материали за пластмасови лещи, всички от които са по същество пластмаса (високомолекулен полимер). Те са термопласти, пластмаси, които омекват и стават пластмасови при нагряване, втвърдяват се при охлаждане и омекват при повторно нагряване. Физическа промяна, която води до обратима промяна между течно и твърдо състояние чрез нагряване и охлаждане. Някои материали са изобретени по-рано, а други са сравнително нови. Някои са пластмаси с общо предназначение, а някои материали са специално разработени оптични пластмасови материали, които се използват по-специално в някои оптични области.
В оптичния дизайн можем да видим материалните класове на различни компании, като например EP8000, K26R, APL5015, OKP-1 и т.н. Всички те принадлежат към определен вид пластмасов материал, като следните видове са по-често срещани и ще ги сортираме според времето на появата им:

Пластмасовите лещи
- l PMMA/Акрил:Поли(метилметакрилат), полиметилметакрилат (плексиглас, акрил). Поради ниската си цена, високата пропускливост и високата механична якост, PMMA е най-разпространеният заместител на стъклото в живота. Повечето прозрачни пластмаси са изработени от PMMA, като прозрачни чинии, прозрачни лъжици и малки светодиоди, лещи и др. PMMA се произвежда масово от 30-те години на миналия век.
- П.С.:Полистиренът, полистиренът, е безцветен и прозрачен термопластичен материал, както и инженерна пластмаса, чието масово производство започва през 30-те години на миналия век. Много от белите кутии от пяна и кутиите за обяд, които са често срещани в живота ни, са изработени от полистиренови материали.
- Компютър:Поликарбонатът, поликарбонатът, също е безцветен и прозрачен аморфен термопластичен материал, а също така е пластмаса с общо предназначение. Индустриализиран е едва през 60-те години на миналия век. Устойчивостта на удар на PC материала е много добра, често срещани приложения включват кофи за диспенсъри за вода, очила и др.
- л COP и COC:Цикличен олефинов полимер (COP), цикличен олефинов полимер; цикличен олефинов съполимер (COC) Цикличният олефинов съполимер е аморфен прозрачен полимерен материал с пръстенна структура, с двойни връзки въглерод-въглерод в пръстена. Цикличните въглеводороди се получават от циклични олефинови мономери чрез самополимеризация (COP) или съполимеризация (COC) с други молекули (като етилен). Характеристиките на COP и COC са почти еднакви. Този материал е сравнително нов. Когато е изобретен за първи път, е бил разглеждан главно за някои оптични приложения. Сега се използва широко във филмовата, оптичната, дисплейната и медицинската промишленост (опаковки и бутилки). COP завършва промишленото производство около 1990 г., а COC - преди 2000 г.
- l O-PET:Оптичното полиестерно оптично полиестерно влакно, O-PET, беше комерсиализирано в Осака през 2010-те години.
Когато анализираме оптичен материал, ние се интересуваме главно от неговите оптични и механични свойства.
Оптичен pимоти
-
Индекс на пречупване и дисперсия
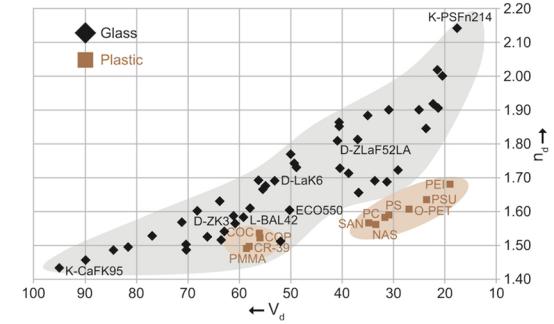
Индекс на пречупване и дисперсия
От тази обобщена диаграма може да се види, че различните оптични пластмасови материали основно попадат в два интервала: едната група е с висок коефициент на пречупване и висока дисперсия; другата група е с нисък коефициент на пречупване и ниска дисперсия. Сравнявайки опционалния диапазон на коефициента на пречупване и дисперсията на стъклените материали, ще открием, че опционалният диапазон на коефициента на пречупване на пластмасовите материали е много тесен и всички оптични пластмасови материали имат относително нисък коефициент на пречупване. Най-общо казано, диапазонът от опции за пластмасови материали е по-тесен и има само около 10 до 20 търговски класа материали, което до голяма степен ограничава свободата на оптичния дизайн по отношение на материалите.
Индексът на пречупване варира в зависимост от дължината на вълната: Индексът на пречупване на оптичните пластмасови материали се увеличава с дължината на вълната, индексът на пречупване леко намалява и като цяло е относително стабилен.
Индексът на пречупване се променя с температурата Dn/DT: Температурният коефициент на индекса на пречупване на оптичните пластмаси е от 6 до 50 пъти по-голям от този на стъклото, което е отрицателна стойност. Това означава, че с повишаване на температурата индексът на пречупване намалява. Например, за дължина на вълната 546 nm, от -20°C до 40°C, стойността на dn/dT на пластмасовия материал е от -8 до -15X10^–5/°C, докато за разлика от това, стойността на стъкления материал NBK7 е 3X10^–6/°C.
-
Пропускливост
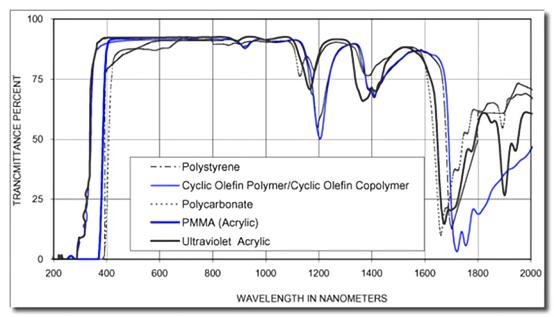
Пропускливостта
Позовавайки се на тази снимка, повечето оптични пластмаси имат пропускливост над 90% във видимия светлинен диапазон; те също така имат добра пропускливост за инфрачервените диапазони от 850nm и 940nm, които са често срещани в потребителската електроника. Пропускливостта на пластмасовите материали също ще намалее до известна степен с времето. Основната причина е, че пластмасата абсорбира ултравиолетовите лъчи на слънцето и молекулярната верига се разкъсва, за да се разгради и омрежи, което води до промени във физичните и химичните свойства. Най-очевидното макроскопско проявление е пожълтяването на пластмасовия материал.
-
Двулъчепречупване на стреса
Рефракция на лещата
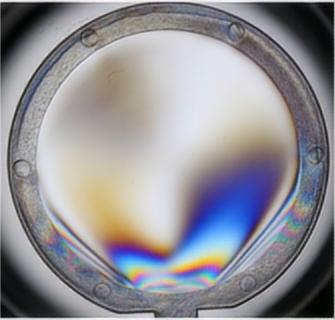
Двойното пречупване при напрежение (Birefrengence) е оптично свойство на материалите. Коефициентът на пречупване на материалите е свързан със състоянието на поляризация и посоката на разпространение на падащата светлина. Материалите показват различни коефициенти на пречупване за различните състояния на поляризация. За някои системи това отклонение на коефициента на пречупване е много малко и няма голямо влияние върху системата, но за някои специални оптични системи това отклонение е достатъчно, за да причини сериозно влошаване на производителността на системата.
Самите пластмасови материали нямат анизотропни характеристики, но шприцването на пластмаси ще доведе до двойно пречупване на напрежението. Основната причина е напрежението, въведено по време на шприцването, и подреждането на пластмасовите макромолекули след охлаждане. Напрежението обикновено е концентрирано близо до отвора за инжектиране, както е показано на фигурата по-долу.
Общият принцип на проектиране и производство е да се минимизира двулъчепречупването на напрежението в оптично ефективната равнина, което изисква разумен дизайн на структурата на лещата, формата за шприцване и производствените параметри. Сред многото материали, PC материалите са по-склонни към двулъчепречупване на напрежението (около 10 пъти по-голямо от PMMA материалите), а COP, COC и PMMA материалите имат по-ниско двулъчепречупване на напрежението.
Време на публикуване: 26 юни 2023 г.


